 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.






Firma Seco zwiększa wszechstronność systemu tłumienia drgań Steadyline™ , wprowadzając nową głowicę do wytaczania zgrubnego EPB® 610 i nową głowicę promieniową do wytaczania dokładnego EPB 620.

Producenci stosują szeroki zakres procesów w obróbce skrawaniem, chcąc osiągnąć niemalże nieskończoną liczbę wytwarzanych typów części z różnego rodzaju obrabianych materiałów.

Wyniki procesów skrawania metali są determinowane przez wiele czynników. Do najważniejszych i najmniej rozpoznanych czynników należy „grubość wióra” skrawanego przez narzędzie skrawające.
Instytut Inżynierii Materiałowej Politechniki Łódzkiej oraz firma Seco/Warwick ze Świebodzina rozpoczęły prace nad wartym ok. 6,2 mln zł projektem dot. wytwarzania grafenowego materiału do magazynowania wodoru.

Nowy gatunek CS100 z ceramiki sialonowej firmy Seco zapewnia doskonałą wydajność przy obróbce zgrubnej żaroodpornych superstopów na bazie niklu (HRSA).
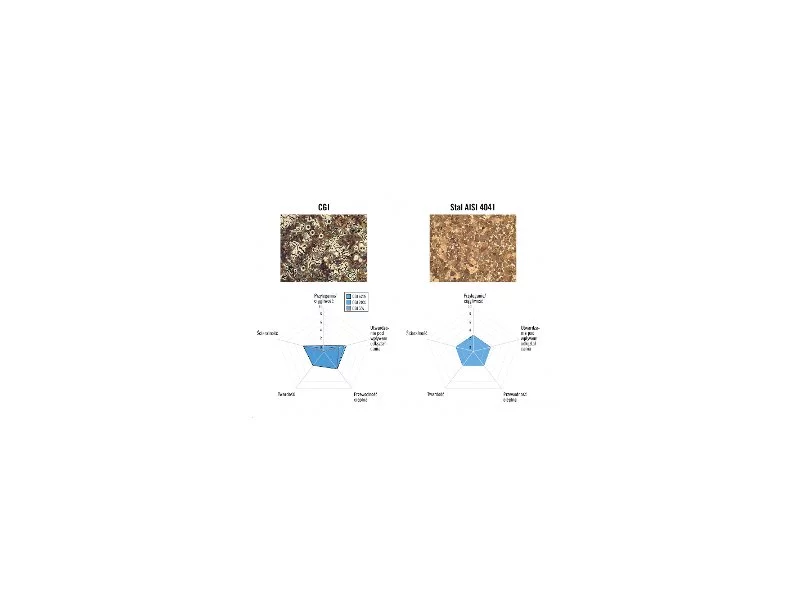
O produktywnej obróbce skrawaniem w żadnym wypadku nie można powiedzieć, że jest prosta jak „bułka z masłem”. Jednym z głównych powodów jest fakt, że tutaj, w przeciwieństwie do pieczenia, nie ma możliwości zastosowania uniwersalnej mąki do każdego przepisu.

Wobec obecnie stosowanych systemów dostarczania chłodziwa* istnieją duże oczekiwania, wykraczające poza funkcję chłodzenia podczas procesu skrawania.

Podstawowe cele operacji przecinania i rowkowania są identyczne z celami ogólnych operacji toczenia: uzyskanie pożądanego kształtu obrabianej części, spełnienie wymogów dotyczących dokładności i maksymalizacja produktywności.
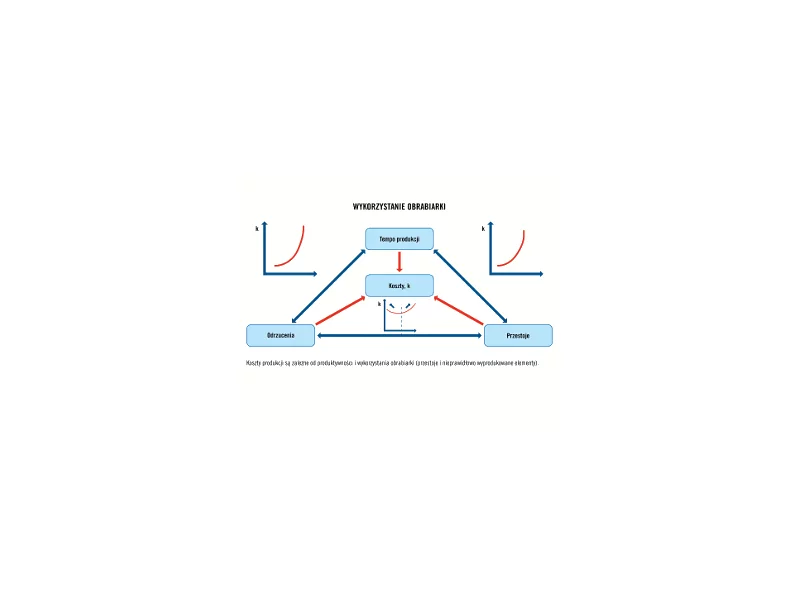
Chociaż producenci mają w pracy styczność z różnymi częściami, materiałami elementów obrabianych i procesami obróbki skrawaniem, ich wspólnym celem jest obróbka określonej liczby elementów o pożądanej jakości, w określonym czasie i za odpowiednią cenę.

Asortyment pełnowęglikowych frezów walcowo-czołowych Jabro®-Solid2 JS554 zyskuje na użyteczności i wszechstronności dzięki opcjom redukcji średnicy.

We współczesnej, konkurencyjnej branży przemysłowej, wszystkie działy przemysłu szukają idealnego narzędzia skrawającego, które oferuje wysoką wydajność, wszechstronność i precyzję przy niskim koszcie na krawędź.
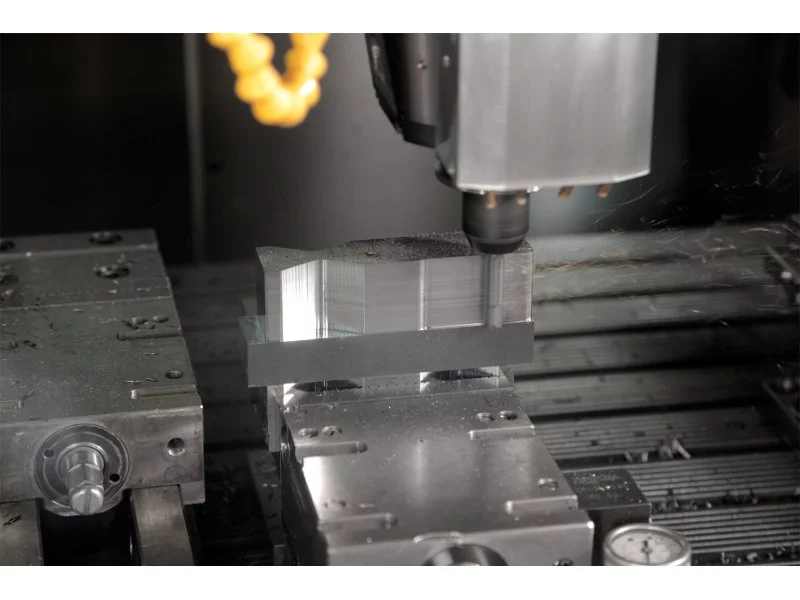
Osiągnięcie maksymalnej produktywności i dochodowości operacji obrabiania wynika z optymalizacji całego procesu skrawania. Podstawą tych starań jest inteligentne zastosowanie parametrów narzędzi skrawających w połączeniu z pełnym wykorzystaniem możliwości obrabiarki.

Najważniejszym założeniem obróbki skrawaniem jest produkcja precyzyjnie wykonanych części przy jak najmniejszym nakładzie kosztów, doprowadzając do maksymalnego zwiększenia zysków.
Optymalizacja ścieżki narzędzia przy użyciu systemów CAM jest zjawiskiem powszechnym już od pewnego czasu, zwłaszcza w branżach matryc i form.

Uszkodzenia płytek i ich negatywny wpływ na urządzenia produkcyjne przypominają zużywanie butów przez sportowców. Podobnie jak but amortyzujący wagę biegacza, płytka jest regularnie poddawana działaniu ogromnych sił, co prowadzi do jej zużycia.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.





