 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




Nagroda dla pochodzącego z Węgier i pracującego w Hiszpanii naukowca: dr Gergely Neu wyróżniony za osiągnięcia badawcze w jednym z obszarów uczenia maszynowego

W piątek 14 września 2012 największa polska firma narzędziowa – Grupa Topex, zorganizowała konferencję dla kluczowych partnerów handlowych. Spotkanie dotyczyło planów rozwoju i wspierania sprzedaży w obliczu daleko idących zmian jakościowych i wizerunkowych w firmie.

Kursy CNC są przydatnymi szkoleniami dla osób, które chcą rozpocząć pracę związaną z maszynami CNC na takich stanowiskach, jak programista CNC czy operator maszyn CNC.

10-te urodziny SECO/WARWICK w Chinach

Podczas targów MACH-TOOL 2007 ELESA+GANTER Polska zaprezentowała nowość marki ELESA – pierwsze elementy zaliczane do grupy produktów QSPS (Quick Spindle Positioning System).

Firma Festool, widząc, że robimy cykl o kobietach w „męskich” branżach – napisała do nas „Wśród naszych klientek jest niezwykła Pani stolarz. Zróbcie z nią wywiad, bo to jedna z nielicznych kobiet w Polsce w tym zawodzie”. I tak dotarliśmy do pani Alicji Solarskiej – czyli Alicji w Krainie Drewna.
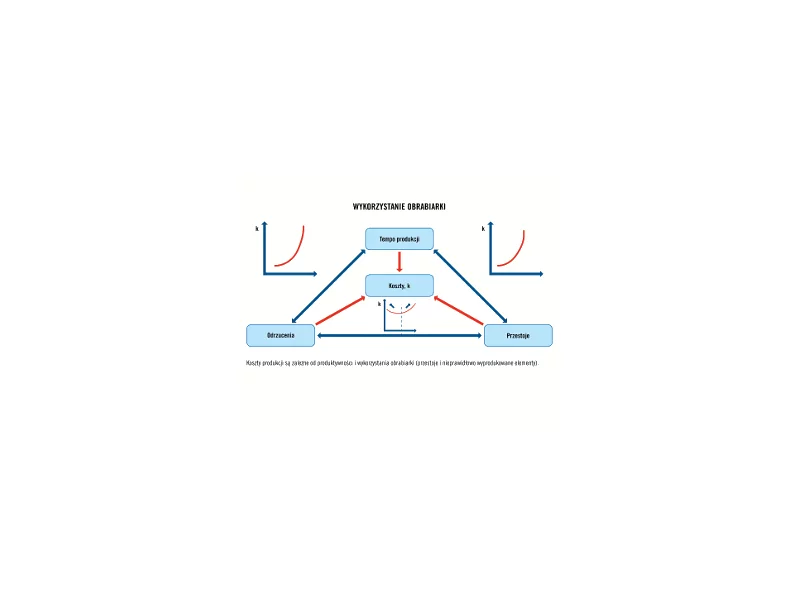
Wszystkie warsztaty wykonujące obróbkę skrawaniem stają przed tym samym zadaniem: muszą przetworzyć surowiec na gotowy element. Produkty należy obrobić z odpowiednią jakością, wyprodukować w odpowiedniej liczbie i dostarczyć w określonym czasie.

W styczniu 2009 minął rok od rozpoczęcia działalności nowego Centrum Targowo-Wystawienniczego Expo Silesia w Sosnowcu.
Prawidłowy przebieg produkcji zależny jest od właściwego przygotowania planu produkcyjnego, w którym jednym z istotnych elementów jest planowanie potrzeb materiałowych. Lista BOM jest wykazem materiałów potrzebnych do wytworzenia produktu. Bez niej na produkcji może być „gorąco”.
Ponad 40 szefów resortów środowiska i przedstawicieli wysokiego szczebla z całego świata 13 i 14 października przyjechało do Warszawy na zaproszenie Prof. Macieja Nowickiego, Ministra Środowiska.

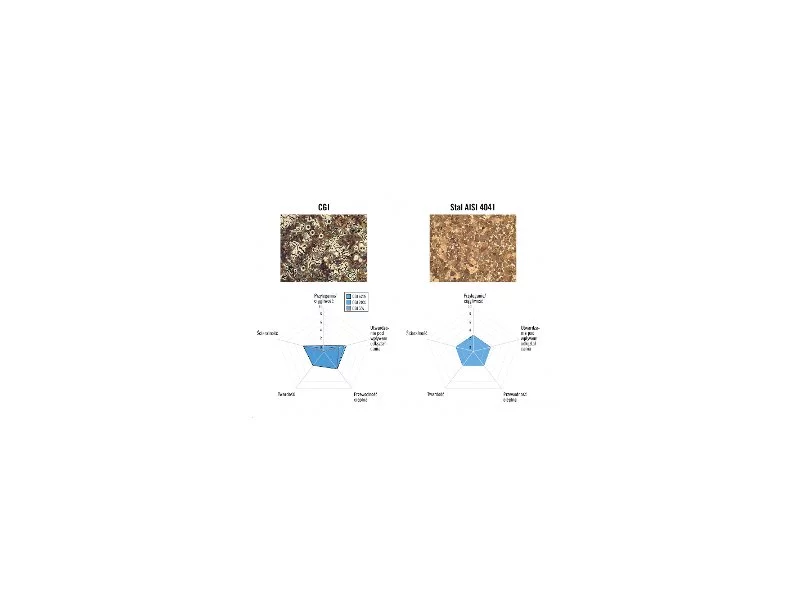
Wyniki procesów skrawania metali są determinowane przez wiele czynników. Do najważniejszych i najmniej rozpoznanych czynników należy „grubość wióra” skrawanego przez narzędzie skrawające.
O produktywnej obróbce skrawaniem w żadnym wypadku nie można powiedzieć, że jest prosta jak „bułka z masłem”. Jednym z głównych powodów jest fakt, że tutaj, w przeciwieństwie do pieczenia, nie ma możliwości zastosowania uniwersalnej mąki do każdego przepisu.
Osiągnięcie maksymalnej produktywności i dochodowości operacji obrabiania wynika z optymalizacji całego procesu skrawania. Podstawą tych starań jest inteligentne zastosowanie parametrów narzędzi skrawających w połączeniu z pełnym wykorzystaniem możliwości obrabiarki.

Najważniejszym założeniem obróbki skrawaniem jest produkcja precyzyjnie wykonanych części przy jak najmniejszym nakładzie kosztów, doprowadzając do maksymalnego zwiększenia zysków.

Producenci stosują szeroki zakres procesów w obróbce skrawaniem, chcąc osiągnąć niemalże nieskończoną liczbę wytwarzanych typów części z różnego rodzaju obrabianych materiałów.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.




