 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




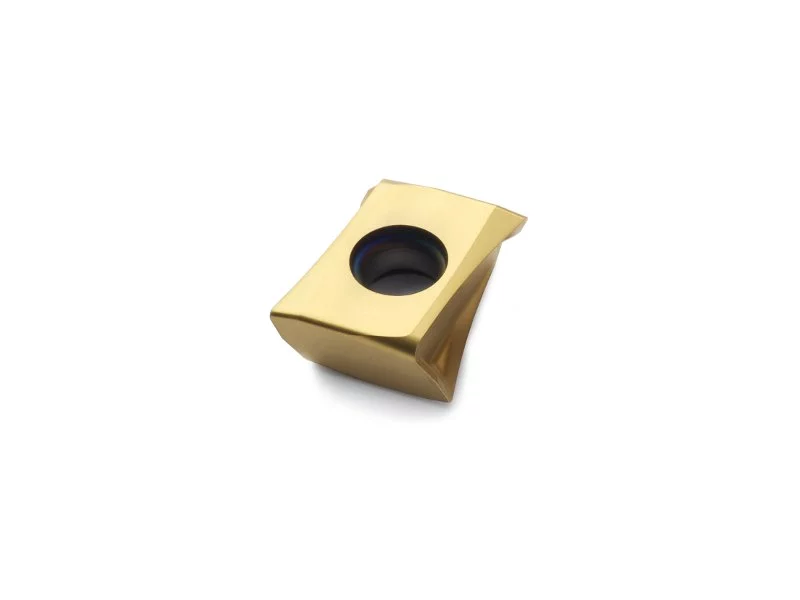
Wyniki procesów skrawania metali są determinowane przez wiele czynników. Do najważniejszych i najmniej rozpoznanych czynników należy „grubość wióra” skrawanego przez narzędzie skrawające.

Nowa wersja wymiennych głowic do wielokierunkowego toczenia (MDT) firmy Seco, została wyposażona w niedawno opracowane połączenie GL.
Chociaż producenci mają w pracy styczność z różnymi częściami, materiałami elementów obrabianych i procesami obróbki skrawaniem, ich wspólnym celem jest obróbka określonej liczby elementów o pożądanej jakości, w określonym czasie i za odpowiednią cenę.

Producenci stosują szeroki zakres procesów w obróbce skrawaniem, chcąc osiągnąć niemalże nieskończoną liczbę wytwarzanych typów części z różnego rodzaju obrabianych materiałów.

Firma Seco wprowadza do swojego asortymentu produktów z serii Threadmaster™ Tap Firma Seco wprowadziła nowe produkty do serii Threadmaster Tap, w tym gwintowniki do większych otworów oraz rozwiązania dedykowane do określonych grup materiałów. To znaczące rozszerzeni...

Firma Seco zwiększa wszechstronność systemu tłumienia drgań Steadyline™ , wprowadzając nową głowicę do wytaczania zgrubnego EPB® 610 i nową głowicę promieniową do wytaczania dokładnego EPB 620.
Jest to drugi z serii artykułów traktujących o charakterystyce, skutkach i kontroli obciążeń, którym poddawane są narzędzia do skrawania metali. Pierwszy artykuł opisywał podstawowe pojęcia oraz związek między geometrią narzędzia, prędkościami posuwu oraz obciążeniami mechanicznymi w czasie toczenia.
Ten rok jest dla nas wyjątkowy, ponieważ mija 15 lat odkąd rozpoczęliśmy nasze działania na rzecz współpracy firm z branży narzędziowej i przetwórstwa tworzyw polimerowych, recyklerów oraz szeregu instytucji okołobiznesowych, w tym uczelni i jednostek badawczo-rozwojowych.
O produktywnej obróbce skrawaniem w żadnym wypadku nie można powiedzieć, że jest prosta jak „bułka z masłem”. Jednym z głównych powodów jest fakt, że tutaj, w przeciwieństwie do pieczenia, nie ma możliwości zastosowania uniwersalnej mąki do każdego przepisu.
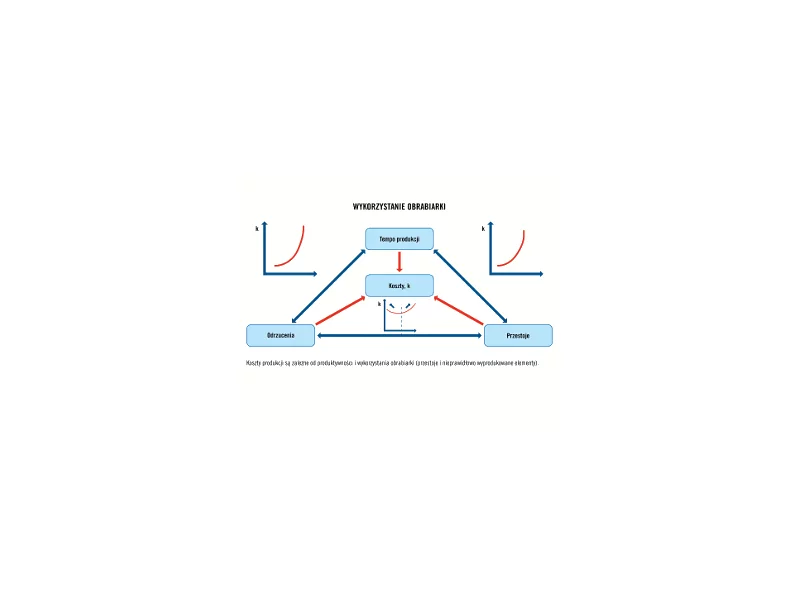
Osiągnięcie maksymalnej produktywności i dochodowości operacji obrabiania wynika z optymalizacji całego procesu skrawania. Podstawą tych starań jest inteligentne zastosowanie parametrów narzędzi skrawających w połączeniu z pełnym wykorzystaniem możliwości obrabiarki.

Najważniejszym założeniem obróbki skrawaniem jest produkcja precyzyjnie wykonanych części przy jak najmniejszym nakładzie kosztów, doprowadzając do maksymalnego zwiększenia zysków.
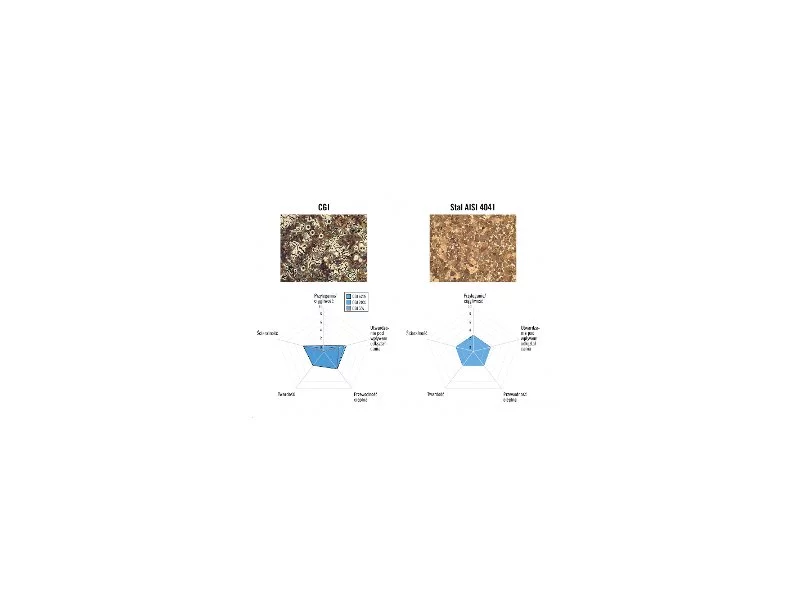
Klasyfikacja ISO P materiałów obrabianych obejmuje metale nazywane ogólnie stalami. Stale nie stanowią oczywistego wyzwania na poziomie materiałów jak w przypadku żaroodpornych stopów przeznaczonych dla przemysłu lotniczego, ale stopy stali i żelaza to najpopularniejszy typ materiałów, stosowany we wszystkich branżach.

Nowe rozwiązania w obszarze technologii skrawania metali mogą zapewnić maksymalne korzyści ekonomiczne, pod warunkiem, że proces obróbki jest opisany jako jeden spójny model.

Trendy w automatyzacji i robotyzacji, interaktywne pokazy, najnowsze rozwiązania dla fabryk przyszłości a także setki maszyn dla przedsiębiorstw produkcyjnych zdominowały w tym roku ekspozycję targów ITM INDUSTRY EUROPE. Zakończoną 7 czerwca edycję odwiedziło 14.726 profesjonalistów by zapoznać się z ofertą ponad siedmiuset wystawców, która zajęła aż dziesięć pawilonów. W Poznaniu na inauguracji targów symbolicznie rozpoczęto dekadę przemysłu 5.0.

Stal nierdzewna jest uniwersalnym materiałem obrabianym, szeroko wykorzystywanym tam, gdzie ważne są takie własności jak wytrzymałość, odporność cieplna i odporność na korozję.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.




