 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.



04-09-2014, 00:00
 Klasyfikacja ISO P materiałów obrabianych obejmuje metale nazywane ogólnie stalami. Stale nie stanowią oczywistego wyzwania na poziomie materiałów jak w przypadku żaroodpornych stopów przeznaczonych dla przemysłu lotniczego, ale stopy stali i żelaza to najpopularniejszy typ materiałów, stosowany we wszystkich branżach.
Klasyfikacja ISO P materiałów obrabianych obejmuje metale nazywane ogólnie stalami. Stale nie stanowią oczywistego wyzwania na poziomie materiałów jak w przypadku żaroodpornych stopów przeznaczonych dla przemysłu lotniczego, ale stopy stali i żelaza to najpopularniejszy typ materiałów, stosowany we wszystkich branżach.
 Tak szeroki zakres zastosowania przyczynił się do powstania szerokiej gamy stopów stali o różnych właściwościach fizycznych, powodujących różne problemy z wydajnością obróbki. Problemy te, w połączeniu z kwestiami ekonomicznymi związanymi z wymaganiami produkcji masowej, sprawiają, że obróbka stali ISO P jest wyzwaniem dla producentów części oraz producentów narzędzi stosowanych do ich obróbki.
Tak szeroki zakres zastosowania przyczynił się do powstania szerokiej gamy stopów stali o różnych właściwościach fizycznych, powodujących różne problemy z wydajnością obróbki. Problemy te, w połączeniu z kwestiami ekonomicznymi związanymi z wymaganiami produkcji masowej, sprawiają, że obróbka stali ISO P jest wyzwaniem dla producentów części oraz producentów narzędzi stosowanych do ich obróbki.
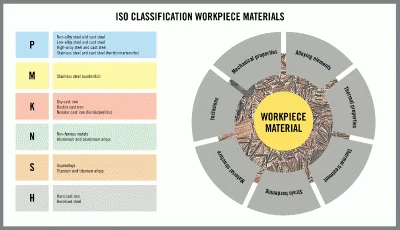
System ISO
System klasyfikacji materiałów obrabianych ISO dzieli się na sześć kategorii. Grupa K obejmuje żeliwa. Do grupy S należą żaroodporne superstopy, w tym stopy oparte na niklu i tytanie. Materiały należące do grupy H charakteryzują się wysoką twardością i są to przede wszystkim stale utwardzone do 45-65 HRc. Stale nierdzewne, czyli stopy o zawartości chromu przekraczającej 12 procent, składają się na grupę M. Kategoria N obejmuje metale nieżelazne, głównie aluminium oraz miedź i mosiądz. Z kolei klasyfikacja P obejmuje stale niestopowe, niskostopowe i wysokostopowe, w tym stopy utwardzone do 400 HB i stopy nierdzewne o zawartości chromu nieprzekraczającej 12 procent. Do grupy ISO P należą także niektóre ciągliwe żelaza o długich wiórach.
Klasyfikacja opiera się przede wszystkim na dominujących właściwościach fizycznych różnych materiałów. Właściwości te w praktyce określają reakcję materiału na obróbkę oraz wpływ obróbki na ostrze. Materiały z grupy K charakteryzują się wysoką ściernością, która zwiększa zużycie narzędzia. Żaroodporne superstopy z grupy S charakteryzują się ogólnie słabą przewodnością cieplną powodującą wzrost temperatury w strefie skrawania i mogącą prowadzić do deformacji narzędzia. Duża twardość materiałów z grupy H wywiera duży nacisk na narzędzia, a także powoduje wytwarzanie ciepła. Grupa M wyróżnia się utwardzaniem pod wpływem odkształcania spowodowanego skrawaniem. Zwiększona siła skrawania i generowanie ciepła może prowadzić do zużycia karbowego i innych problemów. Metale kategorii N często przywierają do narzędzia skrawającego, powodując tworzenie się narostów, słabe wykończenie powierzchni i pęknięcia narzędzi.
Wszystkie pięć grup ISO wymienionych powyżej charakteryzuje się mniej lub bardziej dominującymi właściwościami fizycznymi, co pozwala na stworzenie narzędzi, które w pewnym stopniu przeciwdziałają negatywnemu wpływowi na narzędzie skrawające. Na przykład, w narzędziach do skrawania materiałów z grupy H kładzie się nacisk na siłę, a narzędzia do skrawania metali kategorii N charakteryzują się dużą ostrością i ułatwiają spływ wióra oraz przeciwdziałają przyleganiu.
Jednakże elementy obrabiane wytworzone z metali z grupy ISO P wiążą się z bardziej złożonymi wyzwaniami. Stal, a konkretnie szeroko pojęte stale stopowe, mogą charakteryzować się kilkoma, a nawet wszystkimi właściwościami wpływającymi na narzędzia skrawające, choć zazwyczaj właściwości te nie są bardzo wyraźne. Utrudnia to wytwarzanie odpowiednich narzędzi: w wielu przypadkach narzędzie o ostrych krawędziach, opracowane z myślą o przeciwdziałaniu przylegania stali niskostopowych, nie jest w stanie sprostać wysokiej ścierności innego stopu stali. Co więcej, nieustannie trwają pracę nad nowymi, wyspecjalizowanymi stopami stali, ponieważ producenci poszukują materiałów spełniających ich szczególne wymagania dotyczące części.
 Sztuka obróbki metali
Sztuka obróbki metali
Podczas obróbki stali stopowych zachowanie wydajnej równowagi między właściwościami narzędzi przypomina spacer po linie. Osiągnięcie tej równowagi wymaga zrozumienia natury procesu obróbki metali oraz interakcji między obrabianym materiałem a narzędziem skrawającym.
Obróbka metali nie polega na rozdzielaniu przedmiotów w sposób przypominający cięcie nożem. Proces skrawania wiąże się z przykładaniem nacisku na materiał obrabiany w celu jego zdeformowania go i odłupania w formie wióra. Odłupywaniu towarzyszy wiele efektów pobocznych. Siły mechaniczne wymagane do wystarczającego odkształcenia materiału generują ogromny nacisk, jak również temperatury sięgające 800–900 ˚C. Przerywane skrawanie oraz obróbka części o twardych wtrąceniach wystawia narzędzia skrawające na wstrząsy. Poza kwestiami mechanicznymi konieczne jest także uwzględnienie wpływu wysokiej temperatury i nacisku na reakcje chemiczne między materiałem narzędzia a materiałem obrabianym, które mogą prowadzić do zużycia chemicznego w formie dyfuzji i kraterowania. Skrawanie metalu generuje także dużą ilość tarcia. Formowanie wióra i jego kontakt z narzędziem powoduje tarcie i tak zwane efekty tribologiczne. Tribologia to nauka badająca powierzchnie stykające się ze sobą w określonych temperaturach i przy określonym nacisku oraz określająca wzajemny wpływ tych czynników. Wszystkie te siły i interakcje powodują różne rezultaty. Prawdopodobnie najważniejszym z nich jest zużycie narzędzia.
Różna stal, różne narzędza
Wpływ obróbki na elementy ze stali różni się w zależności od składu stali stopowej oraz procesu jego produkcji. Na przykład, stale niestopowe o zawartości węgla poniżej 0,25 procent zostały stworzone z myślą o zastosowaniach takich jak osie pojazdów, wymagające siły oraz odporności na wstrząsy i pęknięcia. Te stale walcowane i kute generują wióry trudne do odłamania, ścierające powierzchnię narzędzia skrawającego i powodujące zużycie kraterowe, a nawet problemy z przyleganiem. Narzędzia przeznaczone do obróbki takich materiałów charakteryzują się ostrymi krawędziami ułatwiającymi odłupywanie materiałów, a także powłokami odpornymi na zużycie chemiczne i zmniejszającymi tarcie.
Z drugiej strony stale wysokostopowe o zawartości materiałów stopowych przekraczającej 5 procent, w tym pierwiastków takich jak mangan, mogą zostać utwardzone z myślą o zastosowaniu w komponentach wymagających odporności na ścieranie i sztywności, w tym w elementach hydraulicznych i maszynowych. Wióry generowane przez te materiały charakteryzują się zazwyczaj łatwym formowaniem i odłamywaniem, ale narzędzia służące do ich obróbki są wystawione na duży nacisk i wysokie temperatury. W przypadku elementów obrabianych wytworzonych metodą odlewania lub kucia, nierówne powierzchnie i potencjalne łączenia z formy wymagają narzędzi skrawających o wysokiej ciągliwości i odporności na ścieranie.
Kwestie ekonomiczne
Tradycyjnym celem obróbki skrawaniem jest wytwarzanie większej liczby części w krótszym czasie, co wymaga zastosowania najbardziej agresywnych dostępnych parametrów skrawania. Jednakże na ten prosty cel mogą wpływać inne kwestie. W wyborze parametrów skrawania dużą rolę mogą odgrywać rozważania ekonomiczne. Części, takie jak komponenty dla przemysłu lotniczego, wytwarzane z egzotycznych stopów są często produkowane w stosunkowo niewielkiej liczbie. Producenci obrabiają części korzystając z parametrów mających na celu maksymalizację niezawodności procesu i ochronę drogich materiałów oraz cennego, zainwestowanego już czasu produkcji. W wyniku tego prędkości i posuwy stosowane w przypadku zaawansowanych materiałów zapewniają wydajność, lecz są niezmienne.
Podejście do obróbki stali często jest inne. Wiele części stalowych jest produkowanych w dużej liczbie, z wysoką prędkością w celu zapewnienia maksymalnego zysku ze stosunkowo prostych części wytwarzanych z tańszych materiałów. Duże prędkości skrawania, typowe rozwiązanie pozwalające osiągnąć wysoką produktywność, wymaga substratów narzędzi skrawających, które zachowują siłę w wysokich temperaturach skrawania. W związku z coraz większą gamą dostępnych stali stopowych producenci i warsztaty często muszą konsultować się z producentami narzędzi skrawających w celu określenia gatunku i geometrii narzędzia, która najlepiej sprawdzi się w danym zastosowaniu. Nieprzerwany rozwój narzędzi ma na celu tworzenie narzędzi, które są w stanie sprostać różnym wyzwaniom związanym ze stopami stali. Producenci poszukują narzędzi oferujących wyższą ostrość i siłę, powłoki i geometrie odporne na wysoką temperaturę, ciśnienie, reakcje chemiczne i przyleganie powodujące zużycie.
Świadomość środowiskowa
Stosunkowo nową kwestią, która również wpływa na wybór parametrów obróbki stali, jest stosowanie przez wielu producentów tzw. „zielonych” inicjatyw mających na celu ochronę środowiska naturalnego. Obejmują one ograniczanie zużycia energii i minimalizację ilości odpadów generowanych podczas obróbki. W przypadku obróbki metali egzotycznych najważniejszą kwestią pozostają wyzwania techniczne. W przypadku stali coraz większe znaczenie ma kwestia środowiska.
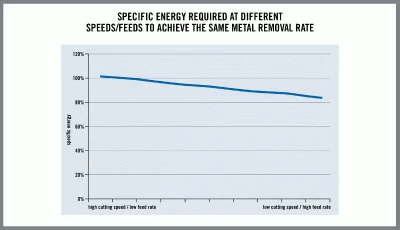
Jedną z metod ograniczania zużycia energii jest zmniejszanie prędkości skrawania. W wielu przypadkach producenci są w stanie zachować produktywność, podnosząc proporcjonalnie posuw i głębokość skrawania. Poza oszczędnością energii, strategie te podnoszą również trwałość narzędzi. To z kolei zmniejsza ilość odpadów powstających w wyniku procesu obróbki — zmniejsza się liczba krawędzi skrawających i płytek zużywanych podczas produkcji określonej liczby części. Zastosowanie niższych prędkości skrawania obniża także generowane ciepło, co może prowadzić do mniejszego zużycia chłodziwa, które samo w sobie jest niepożądanym odpadem procesu obróbki metalu.
Wnioski
Stale ISO P są postrzegane jako znane, szeroko stosowane materiały do produkcji części, więc obróbka stali stopowych rzadko jest przedmiotem szczegółowego zainteresowania i analiz. Jednakże zrozumienie przez producentów zróżnicowanych wyzwań związanych z obróbką stali, którym można sprostać, starannie dobierając narzędzia, zapewnia wzrost wydajności, który dzięki dużym wolumenom przekłada się na znaczne zyski, a także ochronę środowiska.
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.










