 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




18-08-2015, 00:00
...Część 2 -obróbka skrawaniem
Teraz parę terminów:- opory skrawania, to znaczy siła po przyłożeniu której wiertło może się zagłębić w materiał obrabiany.
Największej siły potrzebują materiały z grupy 5 i 6. Dalej 1 i 2, i tu mała uwaga, bo chociaż stal nierdzewna jest w miarę miękka to ma tendencję do hartowania się w strefie zgniotu a powstały wiór nadal ma tendencję do sczepiania się z powierzchnią przyłożenia. Rada: wiertło kobaltowe do nierdzewki jak zaczyna wydawać pisk to oznacza, że już nie skrawa i trzeba je przeostrzyć.
I ostatnia grupa o najniższym oporze skrawania to 3 i 4.
Dalej napiszę o temperaturach powstających podczas skrawania na styku narzędzie - przedmiot. W największym stopniu narażonym miejscem w narzędziu na nagrzanie i zużywanie jest bez wątpienia krawędź skrawająca, stąd chłodzenie + smarowanie powinno być stale brane pod uwagę. Nawet jak wiercimy jeden otwór i mamy wiertło do stali zamocowane w uchwycie to można je zanurzyć w oleju. Tak wygląda rejestr temperatur w trakcie skrawania przy zachowaniu zbliżonych parametrów.
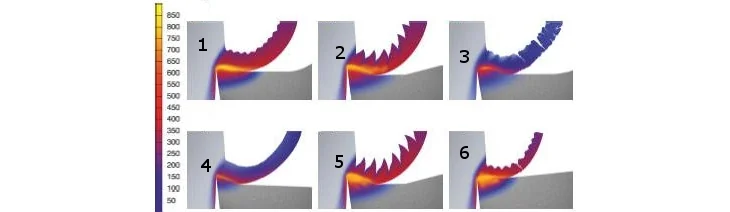
Z grafiki widać, dlaczego np. mosiądz czy żeliwo jest łatwe do skrawania a stal nierdzewna czy hartowana nie.
I na zakończenie nieco o skrawalności materiałów. Na skrawalność ma wpływ wiele czynników, część z nich zaprezentowałem powyżej. Zalicza się jeszcze do nich min.:
A teraz ciekawe spostrzeżenie, taki paradoks: dla jednostki, która wykonuje pracę(wiercenie czy toczenie) korzystne są stale o małej wytrzymałości, małej ciągliwości i małej ścierności. Jednak dla użytkownika produktu najlepszym materiałem jest taki, który wykazuje dużą wytrzymałość, wysoką ciągliwość i niewielką ścieralność.
Artykuł został dodany przez firmę

Nasz sklep zajmuje się sprzedażą stacjonarną i wysyłkową narzędzi, elektronarzędzi i dodatkowo w szerokim zakresie pojętych akcesorii do podtrzymania ruchu w małych i dużych firmach. Oprócz towarów mamy do zaoferowania wiedzę, poradę praktyczną i teoret.
Inne publikacje firmy
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.
















