 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.





Stare powiedzenie mówi, że gdzie drwa rąbią, tam wióry lecą. Nieco je unowocześniając można powiedzieć, że gdzie drewno piłują, tam sypią się trociny.
Jest to drugi z serii artykułów traktujących o charakterystyce, skutkach i kontroli obciążeń, którym poddawane są narzędzia do skrawania metali. Pierwszy artykuł opisywał podstawowe pojęcia oraz związek między geometrią narzędzia, prędkościami posuwu oraz obciążeniami mechanicznymi w czasie toczenia.
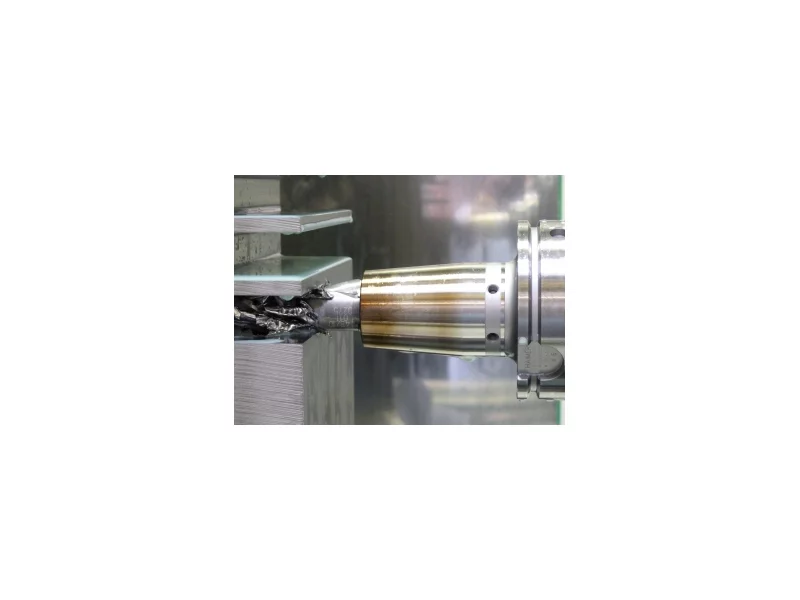
Znaczenie uchwytów narzędziowych jest ciągle zaniżone, zwłaszcza kiedy mówimy o obróbce zgrubnej lub w ciężkich warunkach. Wydajność usuwania materiału w tego typu procesach jest absolutnie kluczowa dla produktywności procesu skrawania.

Nowe rozwiązania w obszarze technologii skrawania metali mogą zapewnić maksymalne korzyści ekonomiczne, pod warunkiem, że proces obróbki jest opisany jako jeden spójny model.

Rosnący poziom konkurencji w gospodarce światowej sprawia, że stale wzrasta zapotrzebowanie na rozwiązania zwiększające efektywność przedsiębiorstw, jakość produkowanych wyrobów oraz podnoszące poziom bezpieczeństwa pracowników.

Najnowszy raport Ekspertów Międzynarodowej Federacji Robotyki (IFR) informuje, że roboty przemysłowe stworzyły blisko 10 milionów miejsc pracy, a w ciągu najbliższych siedmiu lat dzięki robotom powstanie od 2 do 3,5 miliona nowych miejsc pracy na świecie.

Włókna węglowe wzmacniane polimerami (CFRP), zarówno same, jak i w pakietach z płytami tytanowymi/aluminiowymi, są szeroko wykorzystywane w przemyśle lotniczym na całym świecie ze względu na swój bardzo dobry stosunek wytrzymałości do masy i stabilne własności materiałowe w wymagających środowiskach przemysłowych.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.





