 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




Firma Seco niedawno dodała wersje frezów walcowo-czołowych z czterema ostrzami o średnicach 16 i 20 mm do serii narzędzi do obróbki zgrubnej Jabro-HPM JHP951 oraz serii frezów walcowo-czołowych o małej średnicy JM905 i JM920 z serii Jabro-Mini. Te nowości dodatkowo wzbogacają możliwości doskonałych narzędzi z węglika spiekanego firmy Seco.

Firma Seco poszerzyła ostatnio bogaty asortyment frezów walcowo-czołowych Jabro-Solid2 o rozwiązania pozwalające znacznie zwiększyć prędkość posuwu i wydajność skrawania podczas zaawansowanej obróbki zgrubnej, a także o wachlarz długich narzędzi do obróbki aluminium.

Modelowanie drewnianych powierzchni, żłobienie w nich i nadawanie im fantazyjnych kształtów to nie jest prosta sprawa.
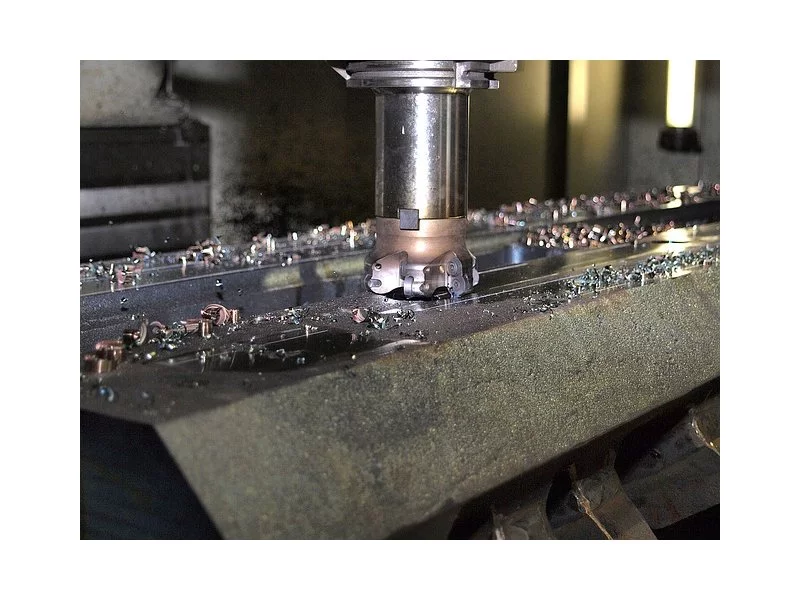
Aby uzyskać najlepsze efekty – lepszą jakość powierzchni oraz wydłużenie trwałości freza, zalecamy frezowanie współbieżne – gdy kierunek posuwu narzędzia zgodny z kierunkiem jego obrotów.

Motoreduktor to element elektromechaniczny, który jest powszechnie wykorzystywane w różnego rodzaju napędach lub przekładniach. W poniższym artykule sprawdzimy, czym one są i jak wykorzystać ich potencjał w technologii. Zapraszamy do lektury.

Toczenie CNC ma dziś coraz większe i bardziej znaczące zastosowanie. Dotyczy wielu branż, począwszy od produkcji przemysłowej, motoryzacji, rolnictwa, meblarstwa, a skończywszy na branży dekoracyjnej.

Firma Seco poszerza asortyment produktów Turbo o nowe frezy śrubowe. Nowe frezy charakteryzują się zwiększoną elastycznością obróbki, stabilnością (spokojna praca) i produktywnością podczas skrawania: na przykład podczas frezowania kątowego podzespołów wykorzystywanych w przemyśle lotniczym.

Linia narzędzi KSRM to nowe wielofunkcyjne rozwiązanie firmy Kennametal specjalnie zaprojektowane do obróbki tytanu i stali nierdzewnej. Ich konstrukcja umożliwia frezowanie kieszeni, profili oraz frezowanie skośne i wgłębne do wartości fz 1mm.

Obróbka skrawaniem polega na zdejmowaniu niewielkich części obrabianego materiału.

Firma Kennametal informuje o wprowadzeniu do oferty stycznych frezów walcowo-czołowych Mill 4-12KT nowej generacji, zapewniających wysoką jakość obróbki powierzchni w niemal wszystkich aplikacjach dotyczących obróbki stali i żeliwa.

Obróbka CNC (ang. Computerized Numerical Control) to zaawansowana metoda obróbki materiałów, która polega na wykorzystaniu specjalistycznych maszyn sterowanych komputerowo. Proces ten jest jednym z najpopularniejszych sposobów obróbki skrawaniem, stosowanym w wielu gałęziach przemysłu, takich jak motoryzacja, lotnictwo czy elektronika. Dzięki zastosowaniu obrabiarek CNC, możliwa jest produkcja precyzyjnych części o skomplikowanych kształtach i wymaganiach technicznych.

Ekstruzja profili z tworzyw sztucznych to nowoczesna, niezwykle elastyczna i wydajna metoda produkcji elementów o dowolnych kształtach, długościach i właściwościach, która znajduje zastosowanie w niemal każdej branży – od budownictwa, przez motoryzację, po elektronikę i meblarstwo. Zlecenie produkcji profili dopasowanych do indywidualnych potrzeb to nie tylko szansa na uzyskanie produktu idealnie odpowiadającego wymaganiom, ale także realna przewaga konkurencyjna na rynku.

Frezarki do drewna to maszyny stolarskie, które służą do obróbki powierzchni drewna. Ich podstawowym zadaniem jest profilowanie, kształtowanie i nadawanie dekoracyjnych lub użytkowych form elementom drewnianym.

Metoda ta dzieli się na dwie grupy tj. obróbka wiórowa polegająca na wykorzystaniu narzędzi skrawających do usuwania nadmiaru materiału oraz obróbkę ścierną, która do usuwania nadmiaru materiału wykorzystuje ziarna ścierne w postaci pasty lub tarczy, osełki, papieru lub płótna ściernego.
Obróbka metali na maszynach CNC jest jedną z najbardziej rozwiniętych metod produkcji części metalowych dla przemysłu na świecie. Stanowi ona kolejne ogniwo w rozwoju stosowanej od lat technologii obróbki skrawaniem. Przez wiele lat do obróbki metali wykorzystywano maszyny konwencjonalne, których ruchy robocze były wywoływane przez operatora przy pomocy dźwigni lub pokręteł. Powodowało to szereg niedogodności związanych z tym, że proces był w dużej mierze uzależniony od człowieka będącego operatorem maszyny.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.




