 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




05-07-2017, 00:00
Producenci nieustannie poszukują sposobów, aby zmaksymalizować produktywność i efektywność. Obecnie wysiłki te często wiążą się z programami wysokiego poziomu, które używają modnych terminów jak przetwarzanie w chmurze, produkcja oparta na danych, systemy cyber-fizyczne i czwarta rewolucja przemysłowa.
Te zaawansowane inicjatywy są świetnymi koncepcjami i mogą zapewniać imponujące rezultaty. Jednak realia produkcji często przeszkadzają w realizacji tych ambitnych planów, a krytycznym czynnikiem jest obecność niekontrolowanego marnotrawstwa w procesie produkcyjnym. Przed przystąpieniem do omawiania digitalizacji i optymalizacji, producent musi zbadać swoje działania, określić, gdzie występuje marnotrawstwo oraz opracować metody, aby je zmniejszyć lub wyeliminować. Kontrolowanie ilości odpadów jest pierwszym krokiem w przygotowaniu firmy produkcyjnej do zastosowania zaawansowanych i inteligentnych strategii wytwarzania.
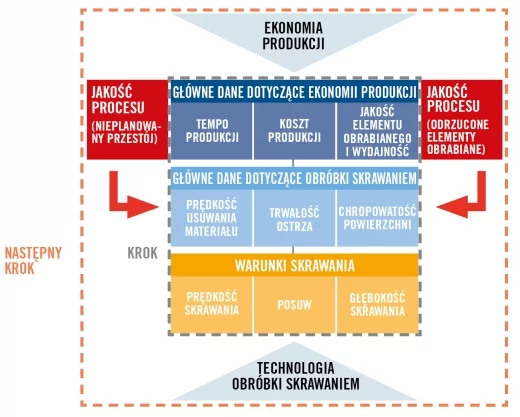 |
| Rys. 1 – Czynniki oraz ich wzajemne relacje i interakcje w zakładzie produkcyjnym (model i koncepcja NEXT STEP). |
Podstawy ekonomiki produkcji
Produkcja składa się z szeregu procesów transformacji. Zakład produkcyjny przetwarza surowiec na całkowicie lub częściowo wykończone detal w szeregu indywidualnych transformacji, takich jak kucie, spawanie i obróbka skrawaniem. Każda operacja składa się z wielu czynności. Podstawowe elementy obróbki mogą obejmować narzędzie skrawające, obrabiarkę, osprzęt i doprowadzenie chłodziwa. Wszystkie te czynniki tworzą system obróbki, który otrzymuje wsparcie z odpowiednich urządzeń i komponentów w systemie produkcyjnym.
Planowanie, programowanie i funkcje zarządzania ekonomicznego otaczają system produkcyjny, tworząc środowisko produkcyjne. Kluczowym elementem środowiska produkcyjnego są ludzie. Chociaż w dzisiejszej produkcji powszechnie wykorzystywane są komputery, roboty i inne zaawansowane technologie, to ludzie podejmują decyzje sterujące całym środowiskiem.
Proces obróbki skrawaniem jest oparty na szczególnych zastosowaniach technicznych obejmujących wybór narzędzi, warunków skrawania, programowanie, materiał przedmiotu obrabianego i osprzęt. Inne kluczowe czynniki to wymagania związane z wielkością produkcji i określenie jakości wyrobów gotowych.
Łączenie konkretnych zastosowań technicznych z problematyką ekonomiczną należy do dziedziny ekonomiki produkcji. Celem ekonomiki produkcji jest zrównoważenie wszystkich zaangażowanych czynników produkcyjnych. O ile czynniki techniczne wytwarzają pożądane rezultaty w zakresie jakości przedmiotu obrabianego, ilości oraz terminowości, czynności te muszą być wykonywane przy takich kosztach, które umożliwiają rozwój firmy.
Osiągnięcie równowagi produkcji i kosztów obróbki przebiega w trzech fazach. Pierwszą fazą jest stworzenie niezawodnego procesu obróbki. Istotne jest, aby zminimalizować nieoczekiwane zdarzenia, takie jak awarie narzędzi, niekontrolowane wióry i w rezultacie zniszczone przedmioty obrabiane. Zakład produkcyjny dochodzi do niezawodności operacyjnej, wybierając narzędzia o obciążalności, która spełnia lub przewyższa wymagania dotyczące obciążeń mechanicznych, termicznych, chemicznych i tribologicznych generowanych w procesie obróbki skrawaniem.
 |
| Rys. 2 – Ogólny model obróbki skrawaniem opracowany w STEP. |
Druga faza osiągania zrównoważonej ekonomiki produkcji polega na wyborze warunków skrawania, które odzwierciedlają ograniczenia nałożone na proces obróbki przez rzeczywiste warunki produkcji. Teoretyczne możliwości narzędzi skrawających są szerokie, ale konkretne realia zakładu produkcyjnego ograniczają zakres efektywnych zastosowań.
Na przykład, wydajność i możliwości narzędzia różnią się zależnie od mocy obrabiarki, w której zostało zastosowane; charakterystyki obróbki materiału przedmiotu obrabianego lub konfiguracji części, które mogą być podatne na drgania i odkształcenia. Chociaż istnieje szeroka gama warunków skrawania, które w teorii działają, to niestety ograniczenia stwarzane przez rzeczywistość zawężają zakres bezawaryjnych wyborów.
Rys. 3 ilustruje duży wybór przepustowości lub zakresów prędkości skrawania, głębokości skrawania i posuwów, które zostały istotnie ograniczone poprzez realia konkretnej obróbki skrawaniem.
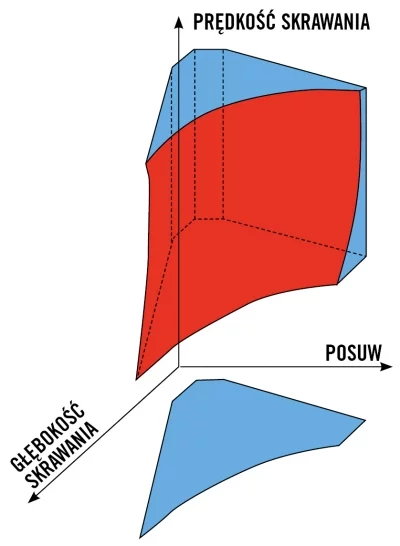 |
| Rys. 3 – Schemat przestrzenny wszystkich kombinacji warunków obróbki skrawaniem, które mogą być wykorzystane w ramach ograniczeń pochodzących ze środowiska obróbki. |
Stosowanie warunków skrawania spoza ograniczeń dla określonej sytuacji będzie miało negatywne skutki ekonomiczne, w tym wyższe koszty i niższą produktywność. Prawdopodobnie 90 procent problemów doświadczanych podczas obróbki skrawaniem powstaje w wyniku braku poszanowania ograniczeń, które realia zakładu produkcyjnego nakładają na proces skrawania.
Jeśli warunki skrawania nie wykraczają poza te ograniczenia, operacja jest bezpieczna z technicznego punktu widzenia. Jednakże nie każda technicznie bezpieczna kombinacja warunków skrawania zapewnia ten sam wynik ekonomiczny. Zmiana warunków skrawania zmienia koszty procesu obróbki. Przesunięcie w kierunku bardziej agresywnych, ale wciąż technicznie bezpiecznych warunków skrawania zwiększy produkcję gotowych przedmiotów, ale po osiągnięciu pewnego punktu wydajność będzie jednak maleć, gdyż agresywne parametry skrawania również powodują skrócenie okresu eksploatacji narzędzi. Przepustowość gotowych wyrobów będzie zatem spadać, ponieważ coraz więcej czasu będzie pochłaniać wymiana zużytych narzędzi.
Gdzieś pośrodku znajduje się kombinacja warunków skrawania zapewniająca równowagę wydajności i kosztów produkcji. Rys. 4 przedstawia zależności między warunkami skrawania, produktywnością oraz kosztami związanymi z narzędziami i obrabiarkami. (Wykres obejmuje tylko te elementy, które zmieniają się wraz ze zmianą warunków skrawania – materiały, koszty pośrednie, administracyjne i inżynieryjne nie zostały uwzględnione). Bardziej agresywne warunki znajdują się po prawej stronie osi, a wyższa wydajność u góry. Jasnoniebieskie pasmo w środkowej części wykresu to miejsce, gdzie warunki skrawania wytwarzają zrównoważoną mieszaninę produktywności (najwyższa przepustowość) i ekonomiczności (najniższy koszt).
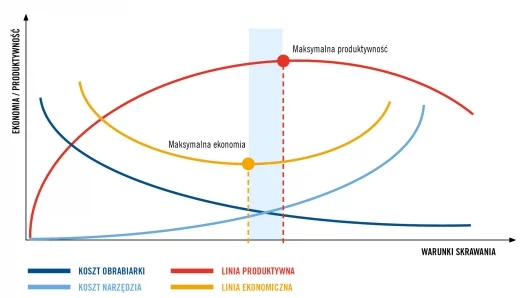 |
| Rys. 4 – Zależności pomiędzy warunkami skrawania, produktywnością i kosztami obróbki skrawaniem. Jest to uproszczony model, nie uwzględniający czynnika marnotrawstwa. |
Odpowiednio, trzecia faza osiągania zrównoważonej ekonomiki produkcji obejmuje określenie optymalnej kombinacji warunków skrawania dla danej sytuacji. Istotne jest, aby wziąć pod uwagę wszystkie czynniki obróbki skrawaniem w celu ustanowienia domeny roboczej, w której parametry skrawania zapewniają wymagane poziomy wydajności i ekonomiki produkcji.
Efekt marnotrawstwa w ekonomice produkcji
Niestety eleganckie naukowe metody zrównoważonej ekonomiki produkcji zdane są na łaskę czynnika marnotrawstwa występującego w systemie produkcyjnym. Marnotrawstwo niszczy równowagę i występuje w wielu formach. Na przykład, w postaci marnowania energii i mocy produkcyjnych, np. wtedy, gdy 60 kW obrabiarka jest używana do zastosowania, które wymaga tylko 15 kW. W innej postaci występuje wtedy, gdy gotowe przedmioty obrabiane nie spełniają wymaganych poziomów jakości; zainwestowany czas, pieniądze i zasoby zostały zmarnowanie przez rezultat, który okazał się nie do przyjęcia. Podobnie, wytwarzanie przedmiotów, których jakość niepotrzebnie wykracza ponad wymagany poziom, też jest marnotrawstwem, gdyż zapewnienie wyższej jakości podnosi koszty.
Mniej oczywistą i rzadziej rozpatrywaną formą marnotrawstwa jest niewykorzystywanie w pełni lub niewłaściwe wykorzystywanie zasobów intelektualnych. Niektórzy pracownicy firmy mogą posiadać wiedzę lub umiejętności, które mogłyby pomoc w realizacji celów firmy, ale z przyczyn np. takich jak słaba komunikacja wewnątrz firmy czy polityka wewnętrzna firmy, ich wiedza i umiejętności nie są udostępniane, a zatem są marnowane.
Narzędzia redukcji marnotrawstwa
Po tym jak marnotrawstwo zostanie zidentyfikowane i skategoryzowane zakład produkcyjny powinien stworzyć plan, aby je zmniejszyć lub wyeliminować. Istnieje szeroka gama narzędzi umożliwiających producentowi dokładne określenie, zmierzenie i zminimalizowanie praktyk związanych z marnotrawstwem. Na przykład, analizy wykorzystania narzędzi, obsługi i zużycia mogą wskazać obszary problemowe.
Tego typu analizy wykazały, że w niektórych przypadkach nawet od 20 do 30 proc. narzędzi, które personel określił jako zużyte, w rzeczywistości wciąż nadawały się do użycia – pozostały okres eksploatacji był marnowany. Jasne określenie kryteriów zużycia narzędzi i udostępnianie norm personelowi pozwala znacząco zredukować marnowany okres eksploatacji narzędzi.
Podobnie, analizy przestoju obrabiarki określają czas przeznaczony na takie czynności jak konfiguracja, programowanie i zmiana narzędzi. Analizy często wykazują, że aż 50 proc. do 60 proc. czasu przestoju obrabiarki można uniknąć poprzez lepsze zrozumienie, wykonanie i koordynację tych niezbędnych, ale czasochłonnych czynności.
Wykorzystując wywiady, badania i programy szkoleniowe, można uzyskać wiele informacji przydatnych w kontaktach z pracownikami, określić czynniki, które prowadzą do marnotrawstwa zasobów intelektualnych, jak również te czynniki, które powodują zjawiska braku korzystania z wiedzy i umiejętności. W rezultacie redukcji tego typu marnotrawstwa pracownicy wykonują swoje zadania lepiej i tworzony jest potencjał, który maksymalizuje produktywność personelu.
Zarządzenie działaniami tworzącymi wartość dodaną, umożliwiającymi tworzenie wartości dodanej i działaniami niepotrzebnymi
Na początku XX wieku, amerykański inżynier przemysłowy Fredrick Taylor, który studiował operacje w zakładzie produkcyjnym, zaproponował podejście, w którym poprawa produktywności jest napędzana poprzez eliminację wszelkich działań procesowych, które nie dodają wartości do produktu końcowego. Nowoczesne trendy „lean manufacturing” nawiązują do tego toku myślenia.
Podczas obróbki skrawaniem jedyna prawdziwa czynność tworząca wartość dodaną ma miejsce wtedy, gdy narzędzie rzeczywiście obrabia metal i tworzy wióry. Inne czynności, takie jak załadunek części i osprzętu, określane jako działania umożliwiające wartość dodaną, bezpośrednio nie dodają wartości do wytworzonego produktu, ale są wymagane, aby czynności tworzące wartość dodaną miały miejsce.
Trzecią grupę czynności w systemie obróbki skrawaniem stanowią działania, które są niepotrzebne. Działania te nie tworzą wartości dodanej ani nie umożliwiają tworzenia wartości dodanej, ale stanowią marnowanie zasobów bez żadnych korzyści. Są to idealne przykłady marnotrawstwa. Rozwiązywanie problemów jest przykładem niepotrzebnych czynności. Jeśli proces będzie właściwie zaprojektowany i sterowany, to nie będą występowały żadne problemy i nie będzie wymagany czas na ich rozwiązywanie.
 |
| Rys. 5 – Schemat zakładu obróbki skrawaniem i wszystkich powiązanych elementów. |
Wnioski
W przeszłości niepotrzebne czynności były akceptowane jako nieuchronna część procesu produkcyjnego i nie były traktowane jako znaczące elementy zakłócające osiągnięcie zrównoważonej ekonomiki produkcji. Obecnie zwraca się większą uwagę na eliminowanie lub minimalizowanie niepotrzebnych czynności. Centrum zainteresowania w planowaniu produktywności lub wydajności stanowi wyeliminowanie niepotrzebnych działań, minimalizacja działań umożliwiającymi wartość dodaną i optymalizacja działań dodających wartość. (Patrz rys. 6).
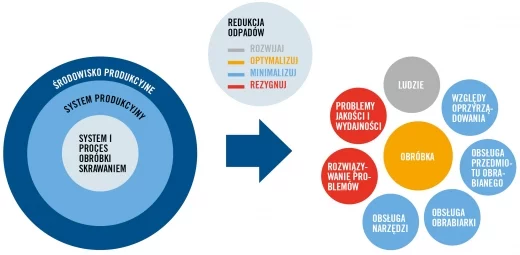 |
| Rys. 6 – Opis ogólny czynników tworzących wartość dodaną (kolor pomarańczowy), czynności umożliwiających wartość dodaną (kolor niebieski) oraz marnotrawstwa (kolor czerwony). Czynnik ludzki (kolor szary) jest kluczowym czynnikiem dla osiągnięcia optymalnej wydajności produkcji. |
Gdy marnotrawstwo zostanie wyeliminowane, teoretyczna ekonomika produkcji staje się praktyczną ekonomiką produkcji. W tym punkcie postęp w dziedzinie ekonomii produkcji może się bezpośrednio przekładać na sukces firmy. Jednakże, w ramach wysiłków zmierzających do wyeliminowania każdego marnotrawstwa konieczna jest ostrożność. Ważne jest, aby określić zwrot z inwestycji dotyczący działań zmierzających do redukcji odpadów, czy marnotrawstwa. Całkowite wyeliminowanie marnotrawstwa może wiązać się z inwestycją, która jest tak duża, że z ekonomicznego punktu widzenia korzystniejsze może się okazać zaakceptowanie i pozostawienie pewnego poziomu marnotrawstwa. Decyzje takie są podejmowane po przeprowadzeniu odpowiednich analiz ilościowych oraz wewnętrznych dyskusji na ten temat w firmie i zastanowienie się, jaki wpływ na cele i zasady firmy będą miały takie decyzje.
Usługi konsultacyjne Seco
W miarę jak wytwarzane produkty stają się coraz bardziej wyrafinowane, użytkownicy potrzebują coraz większego wsparcia technicznego, aby osiągnąć maksymalne korzyści z nowych technologii. W obróbce skrawaniem pierwszy stopień wsparcia technicznego obejmuje dobór odpowiednich narzędzi do określonego zadania. Po wyborze narzędzia, dalsze informacje ułatwiają wybór optymalnych warunków skrawania, użycia płynu chłodzącego i innych kwestii. Następnie, jeśli narzędzie nie działa zgodnie z oczekiwaniami, dostawca narzędzi może zapewnić pomoc w rozwiązywaniu problemów. Te trzy rodzaje wsparcia technicznego uzupełniają tradycyjne usługi narzędziowe.
Kiedy usługi narzędziowe rozszerzają się od jednego zastosowania na cały proces, w którym obrabiany przedmiot jest obiektem wielu operacji na jednej lub większej ilości maszyn, użytkownicy końcowi wymagają pomocy przy aranżowaniu sekwencji czynności, obsługi obrabianego przedmiotu i innych czynników maksymalizujących wydajność i produktywność. Ten poziom wsparcia jest określany mianem usług inżynieryjnych.
Coraz częściej producenci zmierzają w kierunku poprawy funkcji, odbioru i kontroli kosztów całego zakładu produkcyjnego lub firmy. W tych przypadkach niektóre niezależne firmy podejmują działania określane jako konsulting w dziedzinie zarządzania lub produkcji. Aby jednak dokonać prawdziwej oceny organizacji produkcji, istotne jest, aby w pełni zrozumieć kluczowy zakres działania firmy.
Korzystając ze swojego dużego doświadczenia w zakresie procesów obróbki skrawaniem i narzędzi, firma Seco od dziesięcioleci zapewnia tradycyjne specjalistyczne usługi narzędziowe, usługi inżynieryjne i konsultacje uwzględniające szerszą perspektywę. Usługi te były jednak do niedawna oferowane okazjonalnie lub w specyficznych sytuacjach, ale w 2016 roku firma utworzyła dział usług konsultingowych, by zapewnić swoim klientom szeroki wachlarz usług produkcyjnych.
Usługi konsultingowe firmy Seco obejmują szeroki zakres zasobów i różne sposoby świadczenia usług. Pomoc dotycząca wyboru narzędzi i ich zastosowania jest dostępna online przez całą dobę w celu zaspokojenia pilnych potrzeb zakładu produkcyjnego.
Usługi inżynieryjne mogą być świadczone poprzez komunikację elektroniczną i mogą, zależnie od potrzeb, rozwinąć się do wizyt w zakładzie produkcyjnym. Usługi konsultingowe firmy Seco mogą także obejmować sporządzanie wyczerpujących analiz i wskazówek dotyczących działania każdej funkcji zakładu produkcyjnego. Usługi te mogą także obejmować konsultacje dotyczące konserwacji obrabiarek, aranżacji zakładu produkcyjnego, logistyki i funkcji organizacyjnych. Mogą one również obejmować porady dotyczące personelu, umiejętności i wiedzy oraz technik wytwarzania stosowanych w strategiach produkcyjnych firmy, a także mogą dotyczyć kosztów działalności.
Wszystkie usługi konsultingowe firmy Seco opierają się na koncepcji NEXT STEP, ale są również dostosowane do specyficznych potrzeb wspomaganej organizacji i świadczone są w formie dialogu pomiędzy firmą Seco i klientem zmierzającego do osiągnięcia wspólnego celu.
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.












